到目前為止,我都還沒有仔細的研究一下鋸齒的角度,一直以來,我都是依照Paul Sellers教的方法,將saw file其中一面垂直的磨出鋸齒,我後來發現這樣子磨出來的鋸齒,在鋸切的時候,要費好大的力氣,有些地方甚至卡卡的,到底怎麼回事呢?明明我覺得自己磨鋸子的功力越來越好,但為什麼這幾次總覺得鋸起來好費力,這可要好好的下功夫研究一下了。
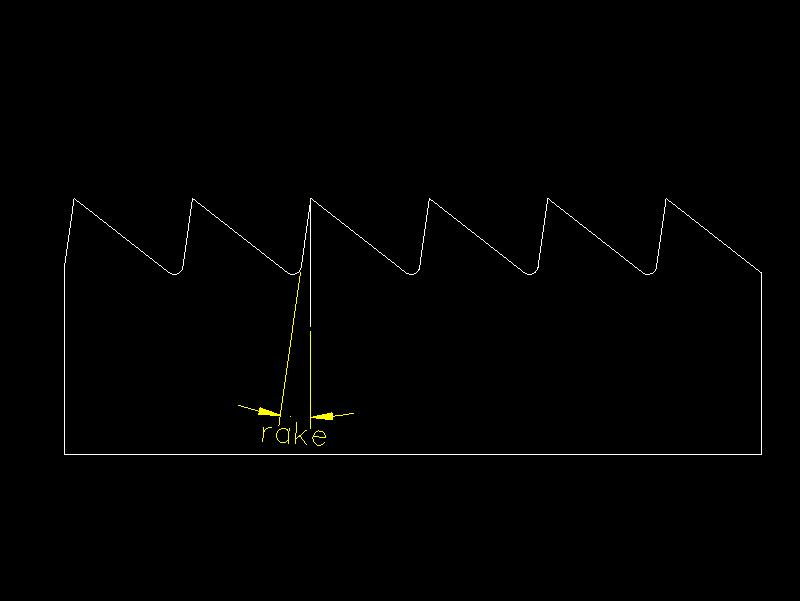
先來定義一下所謂的鋸齒角度,這裡我指的是縱切鋸,當然橫切鋸也有相同的角度,這個角度稱作rake angle,前文所提到saw file”一面垂直”,就是rake angle=0度的意思,這種90度的鋸齒,是最有殺傷力的鋸齒(國外用aggressive這個字),意思就是每推鋸一次,能夠去掉最多的木頭,鋸得最快,但就是不容易推,需要更大的力氣,以及鋸頭上翹的技巧。跟我的體會是一樣的,Paul Sellers的磨鋸子(rip saw)教學裡,有一段說道鋸子前端一吋的鋸齒,是有rake angle的(不是垂直),而我實際測試,這一段的鋸切,確實很”滑順”沒有卡卡的現象。
所以,現在知道rake angle的大小,影響的是推鋸時順不順,以及效率的問題,但rake angle要多大呢?根據國外網路資料是說,即使是小小的角度,也會有明顯的差異,鋸硬木通常需要較大的rake angle = 6~10度,軟木大概0~6度,我查到像Veritas的縱切Dovetail或是Tenon Saw,rake angle是14度,Wenzloff & Sons的縱切鋸,也有一個角度,目測角度10度左右,我猜我現在手上這把Disston D8 Rip Hand Saw縱切鋸在我磨過之前,也是有rake angle,所以鋸起來才會這麼滑順。
我想我現在才開始遭遇到”卡卡”問題,一則是現在磨鋸子的穩定度提昇了,以前可能不知不覺就磨出有rake angle的鋸齒,現在大多接近90度垂直,再來就是現在做的是硬木,鋸起來卡卡的感覺更明顯。日後磨鋸子,看來得加個rake angle,以解決現在卡卡的問題。
另外還有一個值得一提的事情,就是關於saw set的使用。saw set現在市面上買得到的,大概有分細齒用跟粗齒用,它們兩者的差異,在於頂針的大小。過去我一直以為saw set上面轉盤的數字,跟鋸子的TPI是有對應關係的,也就是當我的鋸子是8TPI,那麼轉盤就要轉到8的位置,但一直覺得奇怪,為什麼細齒用的還是只有到數字12呢?16TPI或更細的齒,怎麼辦?事實上,鋸齒的TPI跟saw set的數字,一點關係也沒有。saw set的數字,確實是越小,偏移的量越大,如果要鋸路細一點,數字就選大一點,端看你的需求。而頂針大小,確實是依照不同鋸齒大小的需求,如果是dovetail saw,肯定是選用細齒的,一般的Panel saw及Hand saw大概就會使用粗齒的,比較不會有局部施力加壓,造成鋸齒斷裂的問題。
UPDATE:

有了這些知識後,我就立刻去測試。測試的鋸子,就是我上次整個重整過的Tenon saw,上次整得不完美,有點大小齒,某些時候”卡”還是存在的,但因為當時知識不足,沒有繼續追究下去。
這次,使用veritas的磨鋸子角度輔助器,設定rake angle為14度,順便修正大小齒,至於如何修正大小齒,請參考這個影片,它也讓我獲益良多。我先用平銼刀磨平鋸齒尖端,被磨平的尖端,會出現大小不一的平台,及表示之前鋸齒大小不一,透過對較大平台面多施一點力,來平均所有的鋸齒大小。但有一些太小的齒,還是差太多碰不到,在用saw file磨出鋸齒後,然後再用平銼刀整平一次,先把所有鋸齒調整到差不多大小,再開始磨利。
透過磨鋸子角度輔助器,讓這次磨鋸的角度控制得不錯,最後用細齒用的saw set設定為12,磨出來的鋸齒,可說是有史以來,最滿意的一次。下刀滑順,鋸路平直,似乎又回到剛買來的新品一樣好鋸。這次,大概真的解決了縱切鋸長久以來磨不好的問題了。
UPDATE 2:
今天順便又把Rip Hand Saw也磨了,只是Rip Hand Saw網路上查到的rake angle都是8度,就照這個角度磨了,由於原本是rake angle=0,鋸齒深度也比較淺(這是另一個之前讓我困擾,卻又還搞不清楚的地方),改成rake angle=8之後,深度變得較深,比較像它原來的樣子,而且以前總覺得saw set在使用時,可能是因為鋸齒深度不夠,有時後會壓到鋸齒頂端,現在深度較深後,saw set使用上也更容易了。
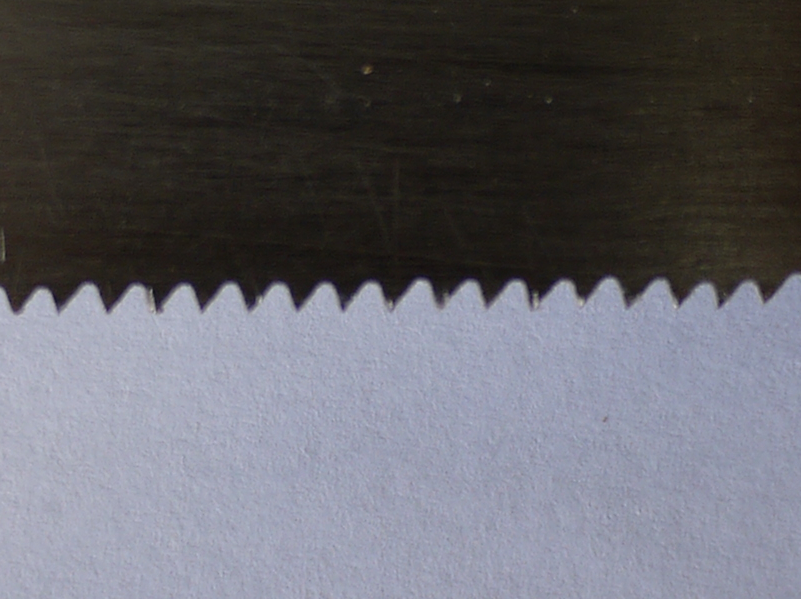
這是原本90度,也就是rake angle=0時的鋸齒照
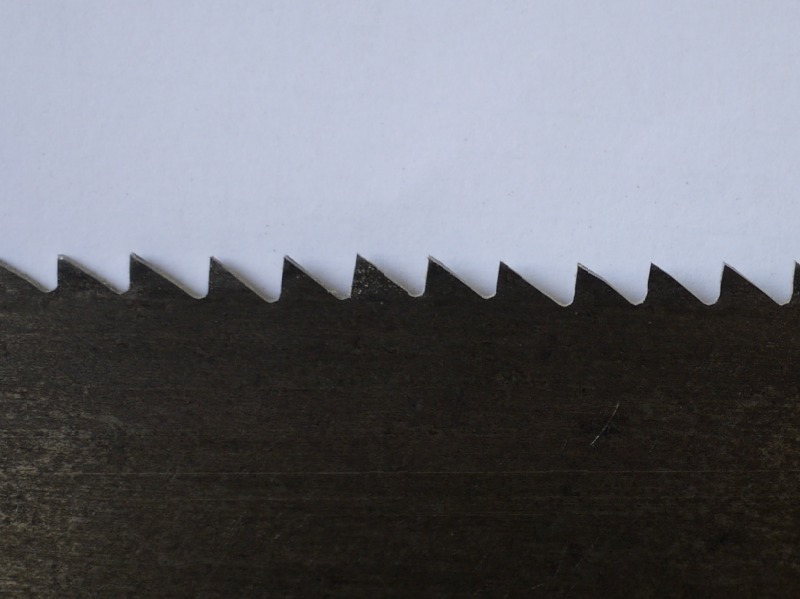
下面這一張,是rake angle=8,果然滑順多了,事實上,也很難察覺鋸切效率的差異,但不會卡卡的,應該對鋸子的使用者來說才是最重要的。




